1. Maximizes Vertical Space in Crowded Facilities
One of the biggest benefits of spiral conveyors is their ability to move products vertically without
consuming excessive floor space. Traditional conveyor systems require long horizontal runs to achieve
even modest elevation changes. Spiral conveyor designs, however, condense that motion into a compact
footprint, freeing up valuable space for storage, work cells, or staging areas. This makes them ideal
for warehouses where square footage is at a premium.
2. Eliminates Chokepoints in Multi-Level Transfers
Traditional incline conveyors often struggle with elevation changes in tight spaces. A spiral conveyor
belt system provides a continuous and controlled path between floors, eliminating the stop-start delays
that can occur at manual transfer points or lift zones. By enabling smooth vertical transport, spiral
conveyors help facilities avoid congestion around elevators or loading stations, keeping product
movement consistent and predictable.
3. Improves Product Flow and Line Balancing
Spiral conveyors for warehouses are especially effective in maintaining consistent flow between
processing stations. As products move between different levels or stages of production, these conveyors
ensure items arrive at the right pace to avoid pile-ups or starvation. This steady flow supports better
line balancing, reduces idle time, and increases overall throughput, critical advantages in high-demand
environments.
4. Reduces Manual Handling and Labor Requirements
The streamlined movement enabled by spiral conveyor belts minimizes the need for human intervention. This
reduces labor costs, but also limits safety risks and delays caused by manual sorting or lifting, common
culprits behind warehouse bottlenecks. By automating vertical product movement, spiral conveyors free up
staff to focus on more value-added tasks, improving labor efficiency without compromising performance.
Learn More: 3 Signs Your Warehouse Could
Benefit from a Spiral Elevator Conveyor
5. Speeds Up Order Fulfillment in E-Commerce Operations
In fast-paced fulfillment centers, delays in vertical movement can result in slow picking and packing
times. Spiral conveyors offer fast, consistent, and automated product transport—critical for same-day or
next-day shipping expectations. Their ability to connect mezzanines, sortation areas, and packaging
stations makes them a key asset in e-commerce distribution networks that demand speed, accuracy, and
flexibility.
6. Adapts to Tight or Irregular Layouts
Because spiral conveyor designs are modular and compact, they fit easily into unconventional spaces. This
flexibility allows them to be configured around existing equipment or architectural constraints—making
them a go-to solution in retrofit applications and space-constrained zones. Whether the challenge is low
ceilings, narrow aisles, or awkward angles, spiral conveyors can be tailored to meet the needs of your
unique layout.
7. Supports High Throughput with Low Maintenance
Unlike vertical lifts or complex transfer systems, spiral conveyors have fewer moving parts and lower
maintenance demands. Their robust design ensures consistent operation, which translates to less downtime
and more predictable performance, a key factor in long-term warehouse bottleneck solutions. With proper
upkeep, they can deliver years of reliable service, reducing unplanned outages and maintenance-related
disruptions.
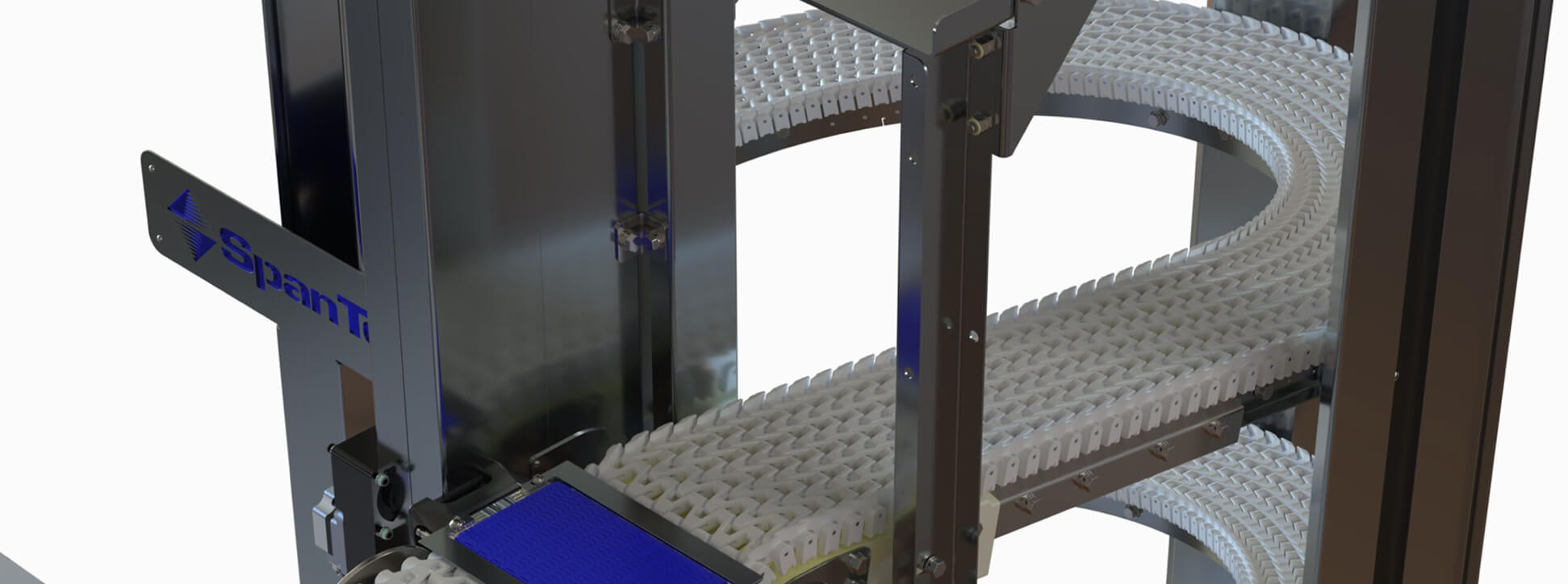
Spiral 2.0 Conveyor – High-Performance Vertical Transport with a Smaller Footprint
Maximize efficiency and save floor space with Span Tech’s Spiral 2.0 Conveyor, the next evolution in
vertical product handling. Designed for high-speed, high-volume applications, Spiral 2.0 offers a
compact, smooth, and reliable way to move products between different levels without the need for
complicated transfers or large incline conveyors.
FAQs About Spiral Conveyors
Spiral conveyors often raise questions about how they integrate into different warehouse environments. Below are
common FAQs from decision-makers looking to improve operations with this proven technology.
What types of warehouse layouts benefit most from spiral conveyors?
Spiral conveyors work well in multi-level or space-constrained facilities where vertical product movement
is required without interrupting floor-level workflows. They’re ideal for e-commerce fulfillment, cold
storage, food production, and manufacturing environments.
Are spiral conveyors customizable to fit specific warehouse needs?
Yes, Span Tech spiral conveyors are fully customizable in terms of height, direction, chain type, and
incline angle. This flexibility makes it easy to tailor each unit to your unique space and application
requirements.
What is the typical lifespan of a spiral conveyor system, and how does this affect ROI?
With proper maintenance, a spiral conveyor system can last 10-15 years or more. Their long service life,
combined with low energy use and reduced maintenance needs, supports a strong return on investment for
most facilities.
Solve Warehouse Bottlenecks with
Spiral Conveyor Design
Span Tech’s spiral conveyors are engineered to streamline product movement,
improve efficiency, and reduce congestion, no matter how complex your layout. If you’re ready to
optimize your facility with a smarter vertical transport solution, contact our team today or
explore our spiral conveyor systems to find the right fit for your operation.