Span Tech: Innovative, Reliable & Efficient Conveyor Manufacturers.
A global leader in customized conveyor solutions, Span Tech stands apart as a conveyor company OEMs, Distributors, Integrators, and End Users trust for all their conveyor needs.

OUTLAST, OUTPERFORM & OUTDELIVER WITH THE WORLD'S MOST RELIABLE CONVEYOR SYSTEMS
From concept to completion, Span Tech's conveyor systems are engineered to transform your material handling processes. Our team works closely with you to understand your unique needs and challenges, designing custom solutions that optimize efficiency, reduce downtime, and increase productivity.
Our New Service Parts Portal Is Live!
No calls. No quotes. Just fast, easy access to what you need.
Our Spare Parts Portal makes it easy to order genuine Span Tech parts anytime, anywhere. Skip the emails and phone calls — with 24/7 access, you can search, order, and track parts with just a few clicks. Fast, simple, and built to keep your systems running.
How Span Tech Conveyors Can Help You
Industry
Explore conveyor solutions specific to your industry.
Application
Transport, Lift, Lower, Merge, Sort, Divert and more.
Service & Parts
We've dedicated ourselves to building the best Service & Parts team in the world.

customizable
Span Tech offers tailored solutions to meet specific operational needs, whether for delicate handling or heavy-duty operations.

Durabile & Efficient
Span Tech conveyors are engineered for durability, built with high-quality materials to withstand tough environments and reduce maintenance costs. Their robust design ensures long-lasting, reliable performance, maximizing uptime and productivity for any operation.

Partnership
OEMs, Distributors, Integrators and End Users, choose Span Tech for innovative and reliable conveyor solutions tailored to unique needs. Our systems offer seamless integration, durability, and reduced maintenance, maximizing ROI and efficiency.
Manufacturing Custom Conveyors for Any Industry
Wonder if we have the right conveyor solutions for your industry's distinct needs? We do! Our custom options provide optimum conveyor performance for your facility. Span Tech's highly specialized, industry-specific experience can help give your business the reliability you need.

E Commerce

Manufacturing

Packaging

Pharma

Cosmetics
Food
Beverage
Distribution
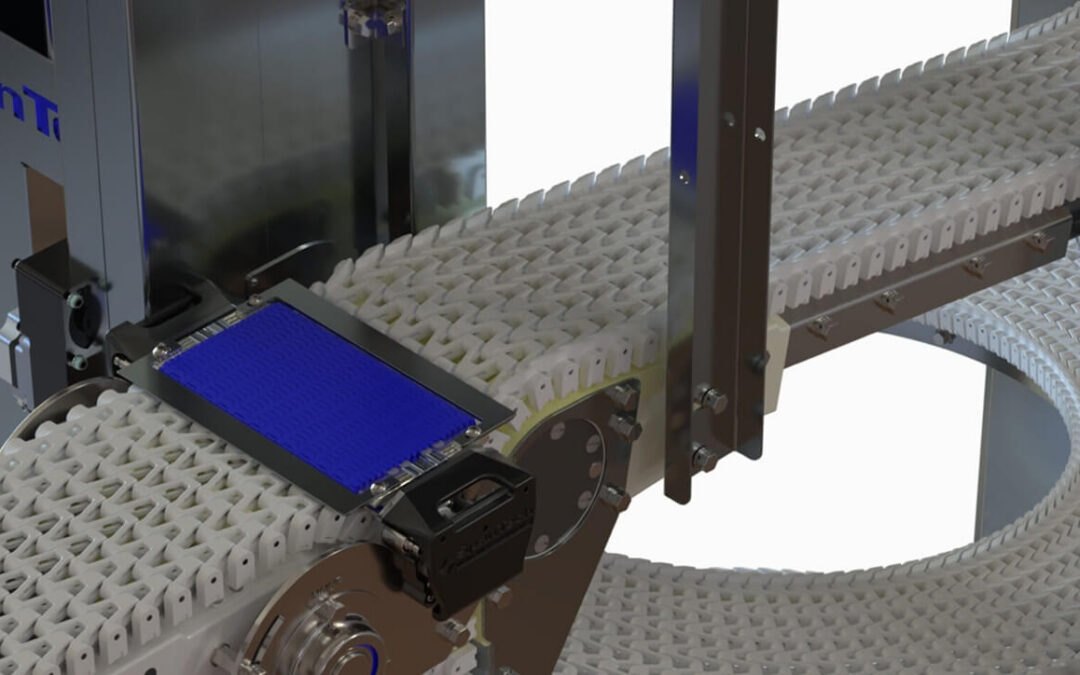
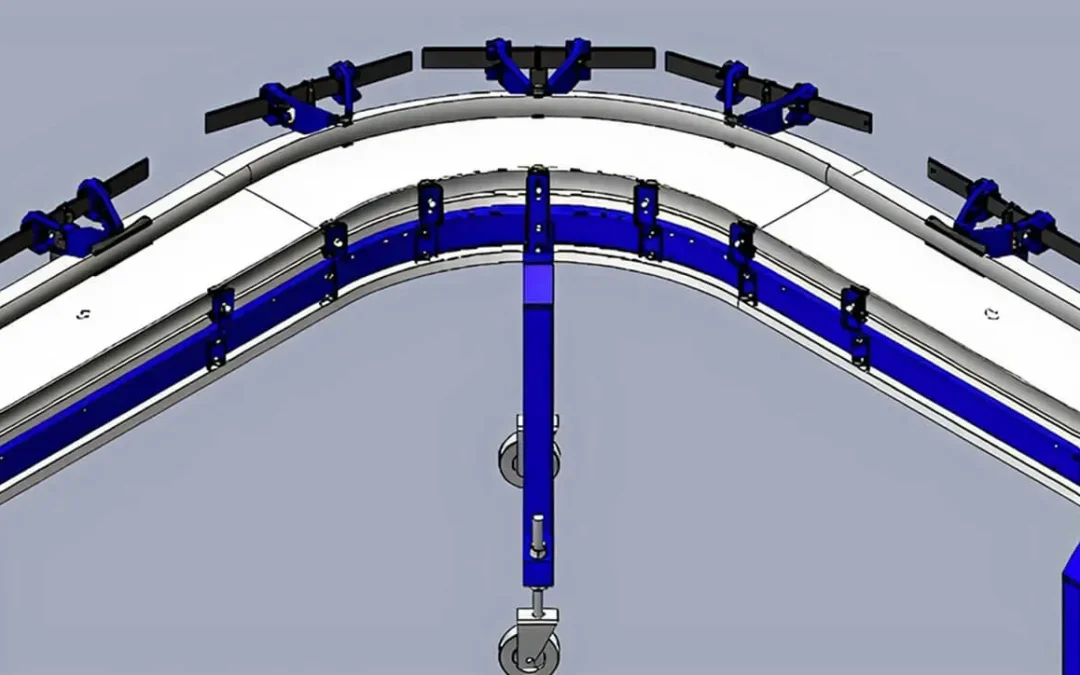
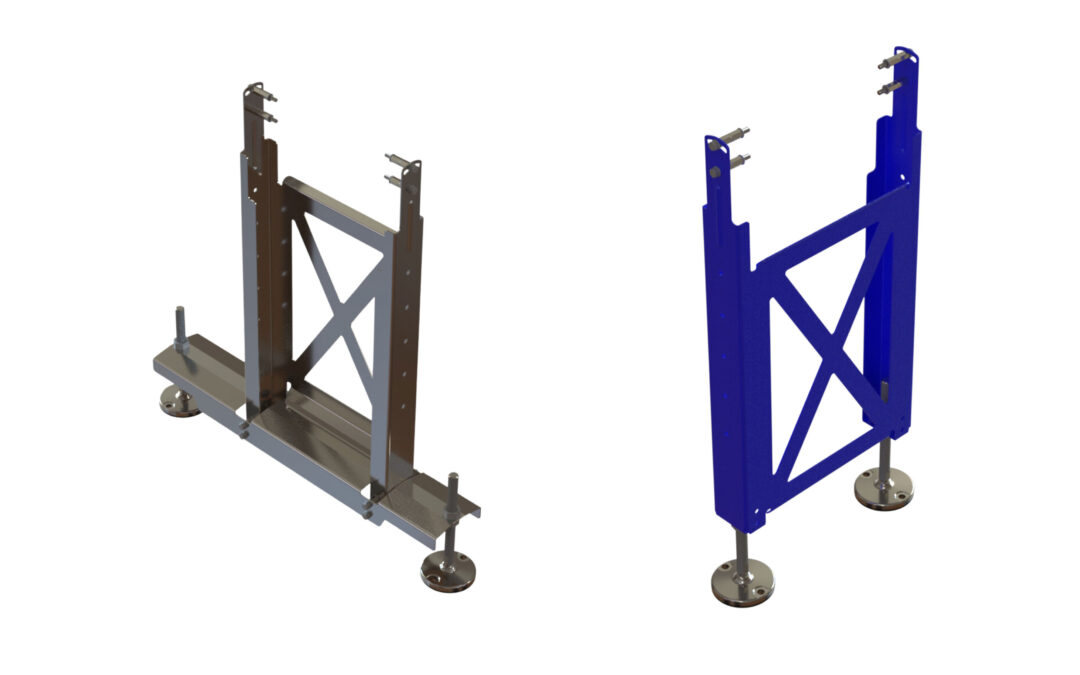
Custom Conveyor Components
From Production to Packaging Our Conveyors Lead the Way
From production to packaging, our conveyors are engineered to streamline every step of your material handling process. Designed for versatility and reliability, Span Tech conveyors handle diverse applications with ease, ensuring seamless transitions and consistent performance.
Standard
Accumulation
Sort & Merge
Transferring
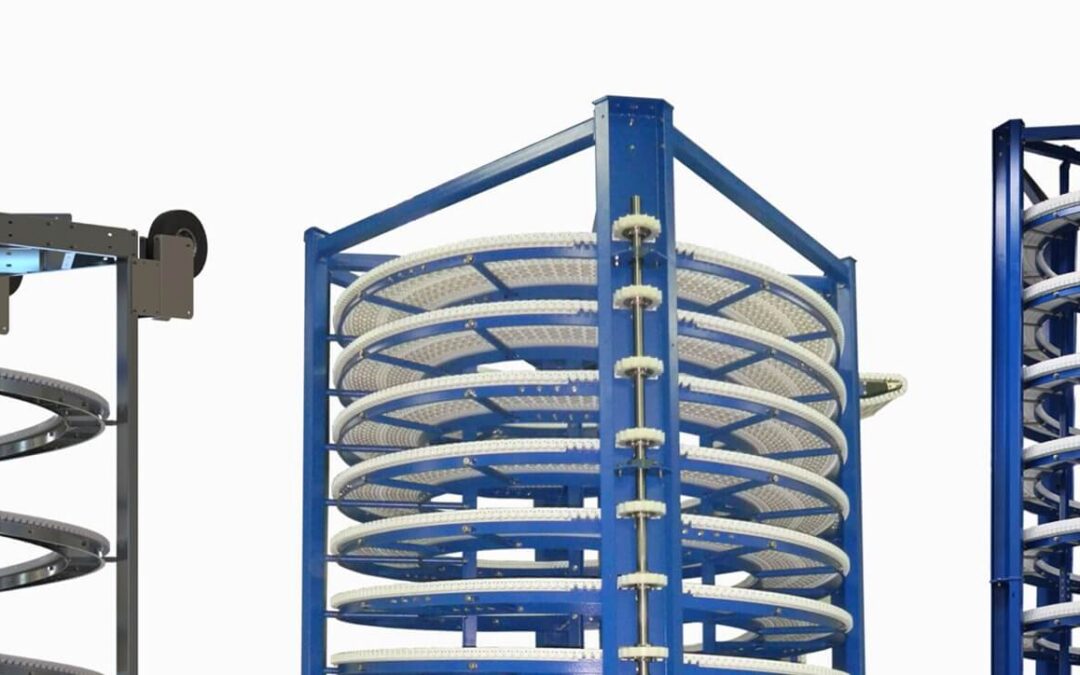
Changing Elevation
CONVEYOR RESOURCE CENTER
Explore Our Knowledge Hub
Span Tech University offers online and in person classes and hands-on workshops tailored for Distributors, OEMs and Integrators
Discover a wealth of information and expertise conveyor systems and best practices through our Span Tech Blog