Frozen Food Conveyor Systems
Our Cold-Resistant Conveyors Are Sanitary & Food Safe by Design
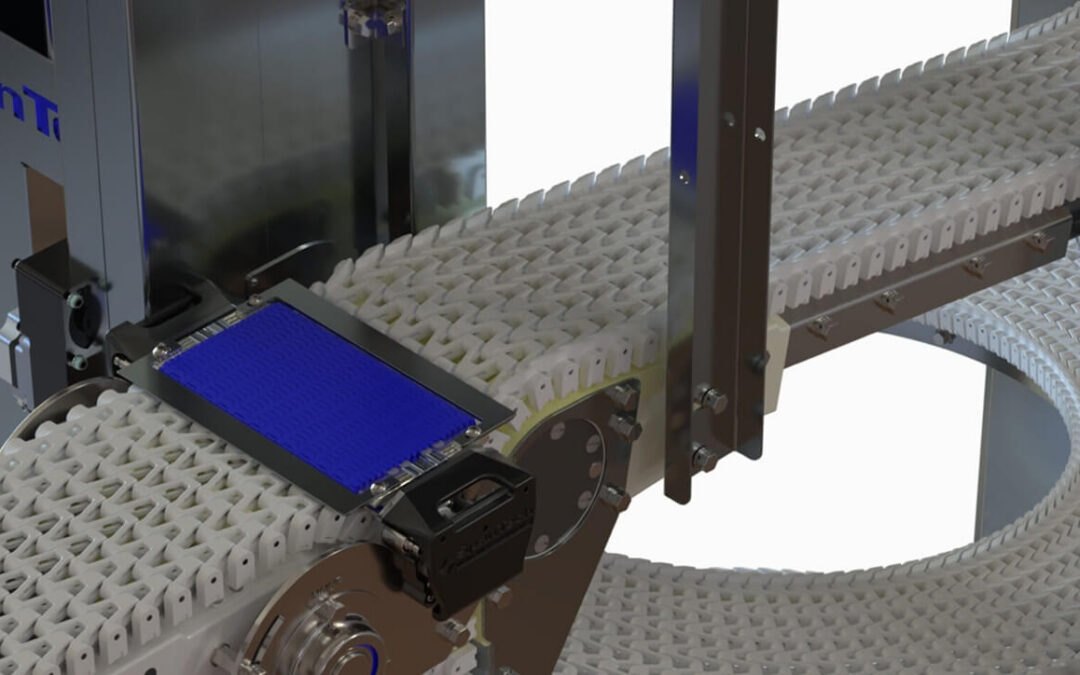
Frozen food manufacturing demands precision, speed, and durability in extreme environments. Span Tech’s frozen food conveyor solutions are engineered to excel in freezer, blast freezer, and low-temp packaging zones — delivering clean, consistent performance that protects product integrity and maximizes line efficiency.
Whether you’re handling frozen meals, produce, snacks, or proteins, our cold-resistant conveyor belt systems are built to thrive in cold, wet, and high-throughput conditions.


Frozen Food Conveyors Engineered for Cold Room Performance
Operating at temperatures as low as -40°F, our conveyor systems are designed to withstand condensation, ice buildup, and repeated washdowns without compromising reliability. Span Tech's cold conveyor belt systems keep your product moving smoothly from freezing to packaging — without delays, jams, or defrost risk.
Cold-Resistant Conveyor Belt Features:
- Chains and components designed for sub-zero environments
- Condensation-resistant materials and open-frame designs
- Tool-less disassembly for fast, thorough sanitation
- High-strength construction ideal for heavy frozen loads
- Smooth transfers to prevent crumbling, shattering, or jamming
From Blast Freezers to Packaging Lines - Our Frozen Food Conveyors Have You Covered
Span Tech cold-resistant conveyor systems support every stage of frozen food production, including:
- Frozen vegetable and fruit processing
- Protein freezing and tray packing
- Ready-meal assembly and boxing
- Bakery and dough freezing
- Ice cream or novelty product handling
- End-of-line accumulation, case packing, and palletizing
- Blast freezer infeed and outfeed conveying
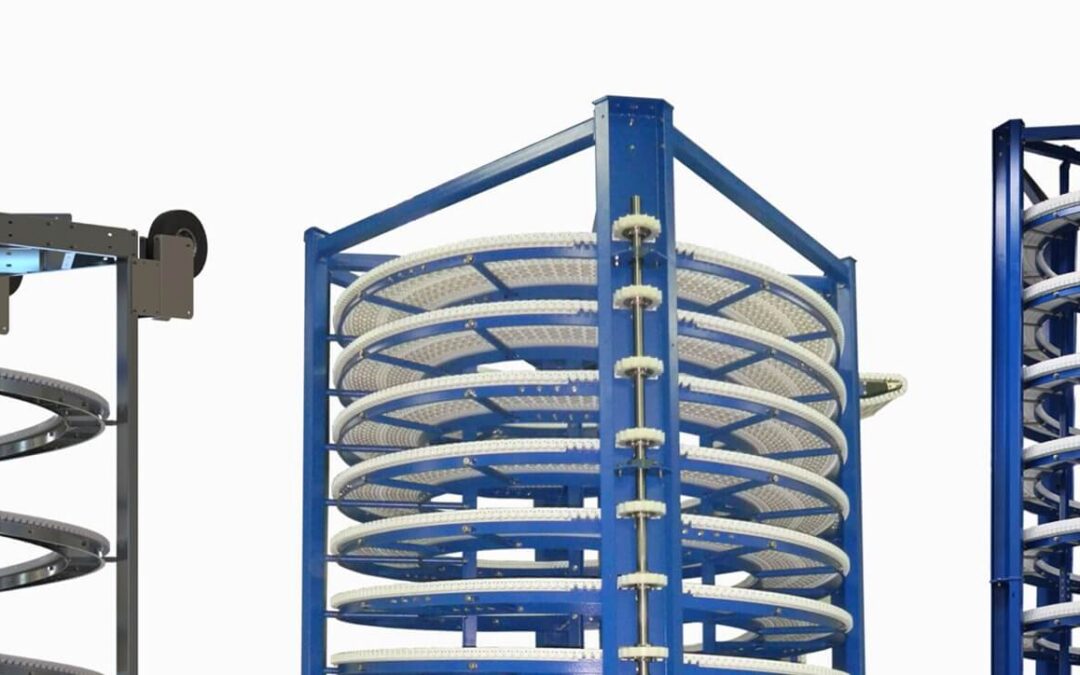
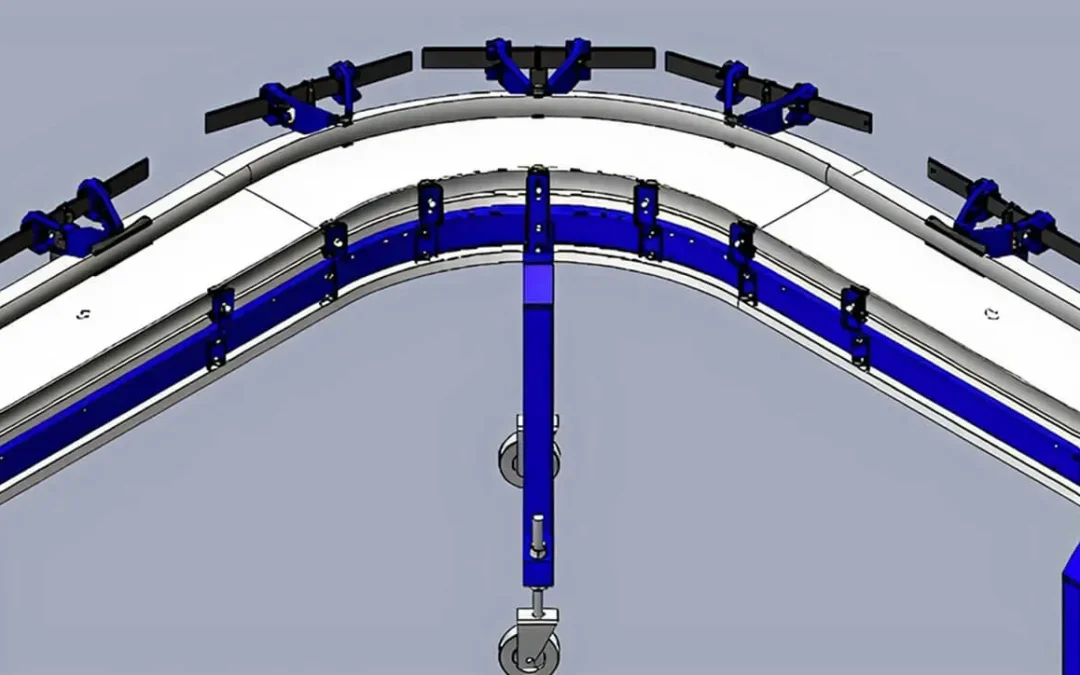
Our modular frozen food conveyor systems are built to adapt to your line — with curved, spiral, incline, and straight configurations available to fit tight cold room footprints and evolving product demands.
TRUSTED BY FROZEN FOOD LEADERS FOR OVER 40 YEARS
From small batch producers to high-capacity cold storage facilities, Span Tech has partnered with frozen food brands across North America to deliver customized, cold-resistant conveyor systems that last — even in the toughest freezing environments.
Why frozen food processors choose Span Tech:
- Decades of experience in cold room and frozen product applications
- Low-maintenance conveyors that resist icing, corrosion, and thermal stress
- Custom-engineered layouts for limited spaces and strict environmental controls
- Proven uptime in 24/7 operations across the frozen food supply chain
Let’s Build Your Frozen Food Conveyor Solution
Looking to improve uptime, enhance sanitation, or upgrade outdated conveyor systems? Span Tech delivers clean, cold-ready, and custom solutions built for frozen food success.
Contact us today for a free assessment of your frozen line — and discover how Span Tech can help you move smarter, cleaner, and colder.
Frozen Food Conveyor Features & Benefits
Cold-Resistant Construction
Built to operate reliably in freezing and sub-zero environments.
Sanitary, Easy-to-Clean Design
Durable Plastic Chain Technology
Gentle Product Handling








customizable
Span Tech offers tailored solutions to meet specific operational needs, whether for delicate handling or heavy-duty operations.

Durable & Efficient
Span Tech conveyors are engineered for durability, built with high-quality materials to withstand tough environments and reduce maintenance costs. Their robust design ensures long-lasting, reliable performance, maximizing uptime and productivity for any operation.

Partnership
OEMs, Distributors, Integrators and End Users, choose Span Tech for innovative and reliable conveyor solutions tailored to unique needs. Our systems offer seamless integration, durability, and reduced maintenance, maximizing ROI and efficiency.
FAQs About Frozen Food Conveyor Systems
What makes Span Tech's conveyor belts cold-resistant?
Are your cold-resistant conveyors easy to clean and maintain for food safety?
How do Span Tech conveyors handle delicate frozen food products?
Can Span Tech conveyors be customized for different frozen food applications?
Can Span Tech conveyors be used as blast freezer conveyors?
 “It made our life a whole lot simpler and easier” when speaking about EZGUIDE Adjustable Guiderail
“It made our life a whole lot simpler and easier” when speaking about EZGUIDE Adjustable Guiderail
SpanTech’s EZGuide rail system has greatly improved change over times on our bottle filling line. We fill a wide range of bottle sizes and styles. The EZGuide system makes it easier and quicker to adjust between larger and smaller containers. One great feature is the lack of protruding rods from the sides of the conveyors. We are looking at installing this rail system on more filling lines in the near future.
I feel like Span Tech offered us more diversity, custom conveyors, especially for the products that we run and how we run them.
The sales and service personnel at Span Tech are always very professional and helpful throughout the entire process, from design phase, quoting, order processing and delivery of equipment. Quality equipment, professional service and knowledgeable personnel are why Arr-Tech’s choice for conveyor systems will always be Span Tech.
Paradise Tomato Kitchen has used Span Tech conveyors for our sanitary food pouch conveying systems for many years. These sanitary conveyors have provided the best cost of ownership, or the lowest net present value, of any processing conveyors we have used in our food manufacturing plants. These conveyors are easy to widen, lengthen or design for curves and angles to convey our flexible pouches between unit operations.
The quality of this product speaks for itself. Where the difference lies is in the quality of the organization. The whole Span Tech organization – Sales, Engineering, Service – works to serve customers’ needs, not just sell conveyors.